8 steps to lean six-sigma culture change

Hmm, I’m not sure I agree with this post:
given that Lean/Six Sigma/Concurrent Design are really just a bag of tools from which a skilled mechanic will draw out one that is appropriate
Or even understand this post (perhaps one of my readers can translate this into English).
But I will agree that of course there are tools which are used in lean and six sigma, but you have to get into the philosophy behind lean and six sigma. Pulling tools out of a bag is great and WILL cause improvements to happen but sustainable long-term change will not occur unless driven by top management, who are committed to culture change.
The other problem with just using tools is you tend to get stuck in the Analysis phase. Too much analysis is a bad thing, for example, “the Economic analysis of leaving the toilet seat down“:
the social norm of leaving the toilet seat down in inefficient in the sense that it does not minimize the total cost of toilet seat operations per household. However, both papers fail to address an important concern: If a female finds the toilet seat in a wrong position then she will most probably yell at the male involved. This yelling inflicts a cost on the male. Based on this omission, women may argue that the analysis in these papers is suspect.
 So, follow these eight steps to making culture change a reality:
So, follow these eight steps to making culture change a reality:
- Capitalize on Propitious Moments (for example poor financial performance, making sure people actually perceive the need for change)
- Combine Caution with Optimism (create an optimistic outlook on what the change effort will bring)
- Understand Resistance to Culture Change (both at the individual level [fear of the unknown, self-interest, selective attention and retention, habit, dependence, need for security] and at the organizational or group level [threats to power and influence, lack of trust, different perceptions and goals, social disruption, resource limitations, fixed investments, interorganizational agreements]
- Change Many Elements, But Maintain Some Continuity (for example identify the principles that will remain constant) -also consider reorganising the quality function
- Recognize the Importance of Implementation (initial acceptance and enthusiasm are insufficient to carry change forward; a) adoption –> b) implementation –> c) institutionalization)
- Select, Modify, and Create Appropriate Cultural Forms (employing symbols, rituals, languages, stories, myths, metaphors, rites, ceremonies)
- Modify Socialization Tactics (because the primary way that people learn the corporate culture is through the socialization process at the beginning of their employment, if these socialization processes are changed, an organization’s culture will begin to change)
- Find and Cultivate Innovative Leadership (members are unlikely to give up whatever security they derive from existing cultures and follow a leader in new directions unless that leader exudes self-confidence, has strong convictions, a dominant personality, and can preach the new vision with drama and eloquence)
Technorati Tags: six sigma, lean manufacturing

Six sigma – it’s so like, yesterday

(Note that this image doesn’t really have anything to do with this post, but I just found it strange that a glass of beer can be larger than a womans head.)
What with Home Depot, 3M, GE all apparently acknowledging the days of six sigma are gone, what are we to do?
So has the Six Sigma moment passed?
“I think it has,” says Babson College management professor Tom Davenport. “Process management is a good thing. But I think it always has to be leavened a bit with a focus on innovation and [customer relationships].”
… the notion of Six Sigma as a corporate cure-all is subsiding.
… the “define, measure, analyze, improve, control” mind-set doesn’t entirely gel with the fuzzy front-end of invention. When an idea starts germinating, Carter says, “you don’t want to overanalyze it,” which can happen in a traditional DMAIC framework.

AAARRGGHHH!! How many more times do will I hear that six sigma and innovation are not compatible. How many more times will someone say six sigma is dead, or ISO 9001 or any other quality management process? If you are tying to build an innovative product, would you rather have a stable, capable process where variation is known and controlled to work as a base to build upon or one which is widely fluctuating all over the place? Come on – this is a total no-brainer! Next it will be lean which is under attack, even though:
Improving productivity in the face of lower production is a huge accomplishment
I wonder if India’s largest automaker is set to start producing the world’s first commercial air-powered vehicle, a very innovative product, uses six sigma? The Air Car
… uses compressed air, as opposed to the gas-and-oxygen explosions of internal-combustion models, to push its engine’s pistons.
It’s unlikely Air Car will be sold in the US – the world’s biggest single auto market – especially considering its all-glue construction!
Technorati Tags: six sigma, lean manufacturing
Keep it simple!
Metrology is a complex subject, however applying a lean mindset to the whole subject gives us this:
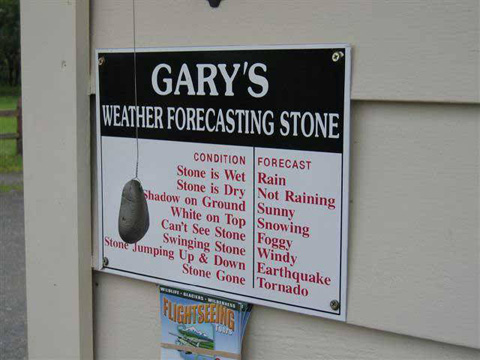
| Condition | Forecast |
| Stone is wet | Rain |
| Stone is dry | Not raining |
| Shadow on ground | Sunny |
| White on top | Snowing |
| Can’t see stone | Foggy |
| Swinging stone | Windy |
| Stone jumping up and down | Earthquake |
| Stone gone | Tornado |
It’s rather like the urban legend:
During the space race back in the 1960’s, NASA was faced with a major problem. The astronaut needed a pen that would write in the vacuum of space. NASA went to work. At a cost of $1.5 million they developed the “Astronaut Pen”. Some of you may remember. It enjoyed minor success on the commercial market.
The Russians were faced with the same dilemma.
They used a pencil.
Technorati Tags: six sigma, lean manufacturing
How we’ll never never ever ever beat china on price!
This is why American and European manufacturers will never beat China for price. How much is a human life worth? The Health and Safety Executive would have a coronary hart attack – that’s the same as OSHA to our friends in the colonies. Bloody hell – this is truly mad!!
Technorati Tags: six sigma, lean manufacturing
Toyotas innovative coal powered car excites consultants
 From April onwards due to the fact that Toyota sold more cars and trucks than General Motors (despite ongoing quality problems) all consultants gave a cheer and began to celebrate, throwing caution to the wind and splashing huge wads of money around the crap tables of Vegas. Why? Because they:
From April onwards due to the fact that Toyota sold more cars and trucks than General Motors (despite ongoing quality problems) all consultants gave a cheer and began to celebrate, throwing caution to the wind and splashing huge wads of money around the crap tables of Vegas. Why? Because they:
sell the no-waste business regimen known as lean manufacturing, a regimen that is popular due almost entirely to Toyota’s success.
Clearly we all know that lean is a just a crazy fad dreamed-up by these despicable consultants as:
a survey by management consulting firm Bain shows that just 19 percent of companies that have tried it are happy with the results
And these consultants just jump between industries in search for bigger and bigger pay-rises:
Those willing to jump from manufacturing companies to hospitals or banks are getting pay raises of 30 percent to 40 percent, compared with 20 percent raises moving from one manufacturing company to another.
Just think if Toyota had created a new hybrid car as well – perhaps profits would have been even higher (see photo above – the coal fired car!). But at least one article eventually concludes what I knew all along, that six sigma and innovation can work together as six sigma is exploitative while innovation is explorative:
smart companies separate the more ambitious efforts at innovation from ongoing efforts at continuous improvement. That allows for different processes, structure, and cultures to emerge within the same company.
these were:
successful 90% of the time
The rules for success were:
- Separate the efforts.
- Appoint an ambidextrous senior manager to oversee both efforts.
- Support both teams appropriately.
Hopefully, this is the start of moving away from the mindset which gives rise to comment like these:
The more you hard-wire a company on total quality management, [the more] it is going to hurt breakthrough innovation
Just remember to strike a balance between effort and documentation in six sigma projects though!
Technorati Tags: six sigma, lean manufacturing
Screwed by Sony
While Lean methods know no bounds you always find at least one company who dosen’t quite “get it”. In this case it’s Sony (via boing boing):
“God help you if you need a new screw for your Sony stuff: Sony charges 61 Euros (more than $82) for a replacement “
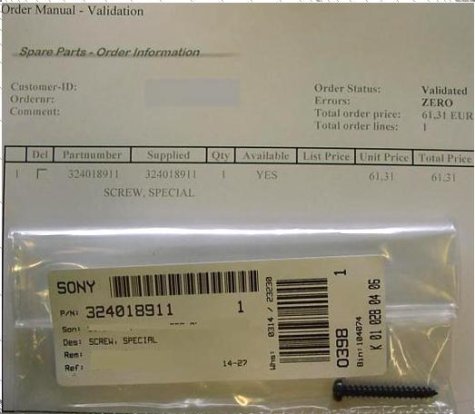
Perhaps Sony need to review the following presentations?
Technorati Tags: six sigma, lean manufacturing
Enter the 4th dimension – pull world
 Lean manufacturing is great! It’s all about ping-pong, football tables, EBay and elephants. But God help you if you haven’t already implemented it, flateto analysis would show, especially if you live in Canada where the dollar is strong, that if you didn’t put it in place by 1995, don’t even bother , no matter what Nick Dieltsien says.
Lean manufacturing is great! It’s all about ping-pong, football tables, EBay and elephants. But God help you if you haven’t already implemented it, flateto analysis would show, especially if you live in Canada where the dollar is strong, that if you didn’t put it in place by 1995, don’t even bother , no matter what Nick Dieltsien says.
Of course, all of this is complete tosh (noun: Chiefly British Informal – nonsense; bosh). In fact, we are apparently:
… are moving from a world where demand can be forecast and resources “pushed” to the right place at the right time to a world where we need to flexibly “pull” resources wherever they reside when they are needed.
Read more about this here (From Push to Pull)
So in “pull world”, where more automation is sure to help, even maintenance activities will be lean and not include the following wastes
- Unproductive work – Efficiently doing work that doesn’t need to be done!
- Delays in motion – Waiting times, delays waiting for parts, machinery, people, etc.
- Unnecessary motion – Unneeded travel, trips to tool stores or workshops, looking for items, moving mobile work stations around without good reason.
- Poor management of inventory – Not able to have the right parts at the right time. A complex area that can cause many of the other areas of waste on this list.
- Rework – Having to repeat tasks, or do additional tasks, as a result of poor workmanship.
- Underutilization of people – Using people to the limits of their qualifications, not to the limits of their abilities!
- Ineffective data management – Collecting data that is of no use, or failure to collect data which is vital.
- Misapplication of machinery – Incorrect operation or deliberate operational strategies leading to maintenance work being done when it needn’t be.
Hmm, will we end-up in pull world? A kind of fourth dimension? I doubt it; but what do you think?
Technorati Tags: six sigma, lean manufacturing
Jump on the Lean Six Sigma Bandwagon
 As Kevin points out over at Evolving Excellence
As Kevin points out over at Evolving Excellence
It may just be me, but it appears that the number of companies citing lean manufacturing in their financial reports, news releases, and general news articles has been increasing. Of course many of them really have no idea what lean is really about, or perhaps they only understand the waste reduction pillar without even knowing about respect for people. Lean is apparently becoming a requirement, or even an analogy, for success.
Well it’s not just private companies who are adopting “lean”, even the military are using it as well! Perhaps all firms need to understand lean from a strategic perspective and not just focus on the tools involved? , is to answer the questions:
- What is good for society?
- What is a problem we can solve with our core skills?
- How can we make money doing this?
- How will we answer these questions 10, 20, 50 and 100 years from now?
Technorati Tags: six sigma, lean manufacturing
Global Barriers to Lean Understanding
 We all know that lean and six sigma cuts waste and boosts productivity but an essential “tool” which is often overlooked in these projects is effective communication. And no where is it required more if project teams don’t speak English as a first language.
We all know that lean and six sigma cuts waste and boosts productivity but an essential “tool” which is often overlooked in these projects is effective communication. And no where is it required more if project teams don’t speak English as a first language.
Generally, if we want a successful outcome when you’re crossing international boundaries:
good quality means that the target audience received the message its provider intended it to receive.
This communication issue manifests itself in global sourcing. However, even though: you should obtain parts locally, as close to your plant as possible, to eliminate the waste of transportation firms are increasingly:
- exploiting global efficiencies in production
- identifying alternate supplier sources
- utilizing buffer capacities and
- taking advantage of specific geographical talent pools.
China dominates the global sourcing directions of most firms, particularly for those based in the United States and Europe. However, near-shore sourcing destinations such as South America and Eastern Europe form significant second-tier markets.
Indeed, research has shown that a low-cost country sourcing can have a positive impact on company performance in terms of cost and quality although the time dimension remains to be a challenge.
So, whether or not a local or global supply base makes sense is really up to the company, customer and market sector involved. I believe there should be as a minimum three supply base goals:
- quality improvement to Six Sigma levels
- delivery performance measured zero days late, to one day early
- total cost of ownership improvement.
Also you don’t want improvements to come at the expense of supplier margins. The supply base needs to make reasonable margins in order to remain healthy, commercially viable suppliers. Supply chain management is meant to reduce excess inventory in the supply chain. A supply chain should be demand driven. It is built on the pull approach of customers pulling inventory, not with suppliers pushing inventory. Excess inventory reflects the additional time with the supply chain operation. So the perfect supply chain would be lean with removing wasteful time and inventory regardless of where it is in the world.
What do you think? Can a global supply chain be lean?
Technorati Tags: six sigma, lean manufacturing
Lean six sigma under attack
 Ouch! I’ve written about lean six sigma before and suggested that these two methods can be merged. However, over on the gembapantarei blog others disagree quite strongly:
Ouch! I’ve written about lean six sigma before and suggested that these two methods can be merged. However, over on the gembapantarei blog others disagree quite strongly:
So Lean Six Sigma is technically not Lean at all, but a form of Six Sigma that has less fat in it than regular Six Sigma.Just like “diet soda” is not a form of diet but a form of soda.
Don’t even get me started with Lean Sigma
Hmm … I think Poppendieck sums it up nicely:
“When I first heard the term Lean Six Sigma, I wondered what Lean added to Six Sigma. I found that the answer is speed. The first principle of Lean Six Sigma is: Delight your customers with speed and quality. The second principle says: Improve process flow and speed. Lean Six Sigma emphasizes that speed is directly tied to excellence.”
Personally, I believe that Lean and Six Sigma are complementary in nature and, if performed properly, represent a long-term business initiative that can produce unprecedented results. While Lean focuses on eliminating non-value added steps and activities in a process, Six Sigma focuses on reducing variation from the remaining value-added steps. Lean makes sure we are working on the right activities, and Six Sigma makes sure we are doing the right things right the very first time we do them. Lean defines and establishes the value flow as pulled by the customer, and Six Sigma makes the value flow smoothly without interruption.
However, you need to look behind the slick marketing of the term, the life of which went something like this:
- A concept is born. It’s then quickly labelled.
- Inevitably it’s misinterpreted and and misrepresented. The label is used for other purposes – it’s changed and the concept blurs.
- So it has been with Lean Six Sigma. Call it anything you like.
The fundamental issue remains; a lack of understanding.
Technorati Tags: six sigma, lean manufacturing
About
Blog objectives
This blog is about quality assurance, six sigma and the Toyota Production System. Hopefully you’ll gain a deeper understanding of this subject by reading the articles, conversations, images, links, thoughts and video clips I post regularly?
About me
I sometimes post comments on other blogs:
You can view my LinkedIn profile and online resume by clicking here:
![]()
I’m an engineer and manager by education; quality, safety and environmental professional by experience and statistical enthusiast out of necessity. I believe that although it is easy to lie with statistics it is hard to tell the truth without them. I hold a Bachelor of Engineering (Hons) degree from the University of Northumbria, a Master of Science degree in Total Quality Safety & Environmental Management from the Open University & a Master of Business Administration degree from the University of Durham along with several other qualifications.
After completing a mechanical and production engineering apprenticeship with a turbine-generator manufacturer, I moved into planning for the offshore industry, followed by a move into quality for a consulting firm which specialised in the turnkey construction of combined cycle gas turbine power stations across Europe. Next I helped to establish a high-volume electronics company as a manager responsible for all aspects of quality, safety and environmental issues and then finally to a filter manufacturing company in NE England.
I am a European Foundation For Quality Management Business Excellence Assessor, Six Sigma Black Belt, Member of the Chartered Institute of Quality Assurance, Institute of Occupational Safety and Health, Senior Member of the American Society for Quality, Lead Environmental and Quality Systems Assessor and also a Member of the Chartered Institute of Management.
My favourite work related quote comes from Sir Henry Royce (1863-1933) :
“Strive for perfection in everything you do. Take the best that exists & make it better. If it doesn’t exist create it. Accept nothing as nearly right or good enough”.
Disclaimer
Come on guys …. please take everything I say in the spirit it’s intended. I’m not offering professional advice just my personal opinions – you can take them or leave them! The quality profession is a journey and as such my thoughts and opinions change from time to time as I come to learn more and develop my understanding about the things and issues that I am blogging about. This blog just provides a snapshot of the knowledge, views, and opinions that I hold at a particular point of time and these might most probably change over a period of time.
I reserve the right to evolve my knowledge, thoughts, and viewpoints over time and to change them without assigning any reason. My blog includes links to other sites/blogs operated by third parties. These are provided as a means of convenient access to you to the information/opinion contained therein. I am in no way responsible for the content of any other sites or any products or services that may be offered through other sites. The information in this weblog is provided “AS IS” with no warranties, and confers no rights.
This weblog does not represent the thoughts, intentions, plans or strategies of my employer. Feel free to challenge me, disagree with me, or tell me I’m completely nuts in the comments section of each blog entry, but I reserve the right to delete any comment for any reason whatsoever (abusive, profane, rude, or anonymous comments) – so keep it polite, please!
Remember: Taking Ex-Lax and sleeping tablets on the same night is rarely a good idea.

Feed subscription
Technorati Faves

 Subscribe to my cocomment feed
Subscribe to my cocomment feed- An error has occurred; the feed is probably down. Try again later.

